parametri tehnici
| Articol | 0,38 mm | 0,76 mm |
| Cerințe de aspect |
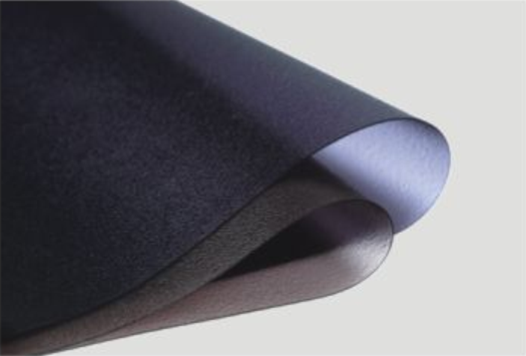
| Aspect | Film transparent acromic sau gălbui, cu suprafață nivelată, fără zgârieturi sau pliuri |
| 1.2 Impurități și blister în formă de A |
| <0,5 mm | Permis să existe dispersiv |
| >0,5 mm ÷ 1,5 mm | Nu mai mult de 8 pentru fiecare rolă | Nu mai mult de 5 pentru fiecare rolă |
| Marcați-le și adăugați 1 m în fiecare loc. |
| 2.Dimensiunea geometrică | | |
| 2.1 Grosime (mm) | 0,38±0,015 | 0,76±0,02 |
| 2.2 Uniformitate | Abaterea transversală a grosimii pe o distanță de 25 mm ~ E nu depășește 15 um;
Abaterea transversală a grosimii pe o distanță de 50 mm ~ E nu depășește 20 um |
| 2.3 Toleranță de lungime (m) | Nu mai puțin decât lungimea etichetată |
| 2.4 Toleranta latime (mm) | 0—20 |
| 3. Conținutul de umiditate ( % ) | 0.35 一 0.55 |
| 4. Rezistenta la tractiune (MPa) | ≥20 |
| 5.Alungirea la rupere( % ) | ≥200 |
| 6. Raportul de ceață ( % ) | ≤0,6 |
| 7. Procent de micșorare (60 ~ C / 15 minute)( % ) | ≤8 |
Remarci aditionale:
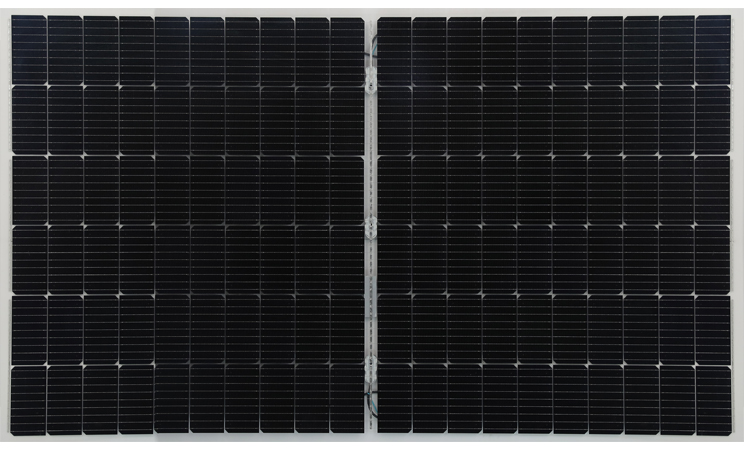
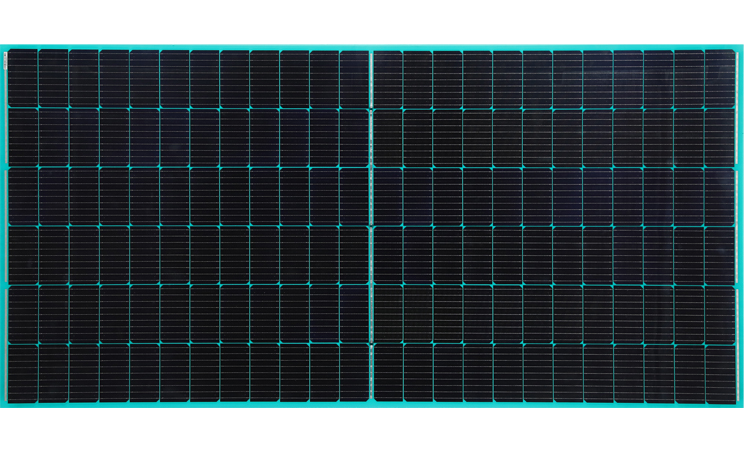
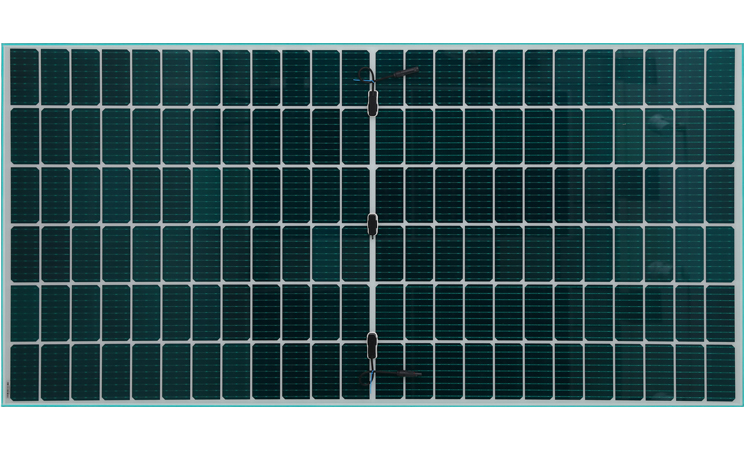
Sticla laminată de diferite utilizări are grosimi diferite ale peliculei intermediare.
Folosește procesul
Tăierea, curățarea și prelucrarea sticlei
Incizia laturii originale trebuie să fie adecvată la tăiere pentru a oferi un efect satisfăcător de decojire a marginilor. Dimensiunea trebuie să fie precisă, fără diferențe mai mari de 2 mm, pentru a nu se produce blistere din cauza marginii neuniforme. Marginea de sticlă tăiată va fi măcinată, apoi curățată cu ajutorul unei șavitoare de foi. Suprafața de sticlă curățată nu trebuie să aibă reziduuri de pământ uleios sau alte impurități. Ultima etapă de curățare trebuie să folosească apă dedurizată, pentru a nu se produce rebuturi din cauza rezistenței scăzute de aderență. Sticla curățată va fi uscată și așezată pentru a fi răcită la temperatura camerei înainte de utilizare.
Tehnica de prelucrare
Mediul de procesare trebuie să aibă o temperatură de 20—25℃ și umiditate de 25% (18 - 23% pentru sticla auto) și trebuie să fie complet închis și curat, fără praf. Lucrătorii vor purta îmbrăcăminte antistatică. Înainte de îmbinare, filmul PVB va fi depozitat timp de 24 de ore în mediul camerei de îmbinare. În timpul îmbinării, pelicula este întinsă pe sticlă și netezită pentru a fi îmbinată cu sticlă, cu toleranța de tăiere controlată la aproximativ 2-3 mm. Lucrătorii trebuie să ia măsuri stricte de precauție împotriva suprapunerii foliilor și, la tăiere, trebuie să se protejeze cu strictețe împotriva tragerii de folii pentru a provoca contracția adezivului. Nu folosiți niciodată mâna direct pentru a ține sticla sau filmul pentru a produce amprenta digitală pentru a provoca blistere și deteriorarea adezivului.
Proces de preîncărcare prin vid
Telescopați sticla îmbinată în sac de vid sau inel de cauciuc de vid, tragere la rece timp de 2-15 minute, începeți să încălziți la 95 ℃-105 ℃ și țineți apăsat timp de 20-45 de minute, răciți la 60 ℃ înainte de a scoate sacul de vid sau inelul de cauciuc de vid pentru a finaliza preîncărcarea . Păstrați etanșeitatea la vid de peste 650 mmHg pe parcursul întregului proces de preîncărcare și luați măsuri de precauție stricte împotriva scurgerilor de aer pentru ca efectul de preîncărcare să nu fie influențat și să se producă blistere în produsele finite.
Metoda procesului de laminare
Puneți sticla îmbinată pe preformator pentru a intra în prima compresie de rulare, apoi puneți-o în termostat și începeți a doua compresie de rulare, evacuare, margine de etanșare pentru a termina acest curs. După ieșirea din a doua rolă, circumferința sticlei ar trebui să aibă un inel complet de bandă transparentă pentru a etanșa marginea pentru ca gazul din autoclave să nu curgă înapoi pentru a produce blistere. Alte poziții pot avea o opacitate uniform dispersată. Interfața primei role de cauciuc ar trebui să fie cu aproximativ 1,5 mm mai mică decât grosimea integrală a sticlei, iar presiunea trebuie să fie de 0,4-0,5Mpa. Intervalul celui de-al doilea rol de cauciuc va fi cu aproximativ 2 mm mai mic decât grosimea integrală a sticlei, iar presiunea va fi de 0,4-0,7Mpa. Temperatura suprafeței sticlei atunci când trece sub prima rolă de cauciuc trebuie controlată cu strictețe, ca 20℃-40℃, pentru ca temperatura prea ridicată să nu provoace etanșarea prea devreme a marginilor și să nu facă aerisirea gazului interior; temperatura suprafeței sticlei atunci când sticla iese din a doua rolă de cauciuc trebuie controlată cu strictețe ca 50℃-68℃. Temperatura suprafeței sticlei trebuie controlată îndeaproape pentru a preveni temperatura prea ridicată sau prea scăzută. Pentru a produce, operatorii trebuie să pregătească sticla necesară și filmul conform specificațiilor sticlei în prealabil pentru a produce cât mai continuu posibil, pentru ca fluctuația prea violentă a temperaturii în termostat din cauza intervalului lung să facă imposibil controlul precis al temperaturii suprafeței sticlei, influențând astfel preîncărcarea. efect și provocând vezicule în produsele finite.
Proces de producere a produsului finit cu presiune ridicată
Așezați sticla care a fost preîncărcată și are aerisit vertical pe suport, cu deschiderea sticlei mai mare de 5 mm. După ce sticla este pusă în autoclavă, sigilați ușa, apoi încălziți mai întâi pentru a face temperatura în autoclavă până la 45 ℃ și încălziți și presurizați simultan. În prima etapă, temperatura este de 60℃-80℃-, iar presiunea este de 0,6Mpa - 0,8Mpa. Mențineți temperatura timp de 40-60 de minute după ce ajunge la 125 ℃ - 135 ℃ și presiunea ajunge la 1,10Mpa-1,25Mpa. Apoi rămâneți și răciți la 40 ℃ și începeți să decomprimați până la presiunea barometrică pentru a termina formarea la presiune înaltă. Temperatura de încălzire, presurizare și decomprimare trebuie controlată îndeaproape pentru a preveni apariția blisterelor în sticlă laminată.